
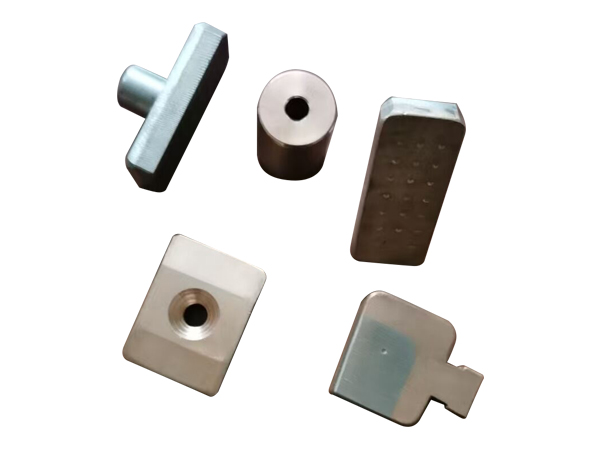
铜基粉末冶金零件因其优异的导电性、导热性及自润滑特性,被广泛应用于电机换向器、电刷、轴承及精密齿轮等领域。然而,烧结后的零件表面往往存在微孔、毛刺或氧化层,直接影响其装配精度与外观质量。因此,选择合适的抛光工艺至关重要。本文将深入探讨铜粉末冶金零件的几种主流抛光方法及其适用场景。
一、振动光饰法:批量处理的首选
振动光饰是目前铜粉冶金件应用最广泛的表面处理技术。该方法利用磨料、水和抛光介质在振动槽内产生高频运动,通过摩擦作用去除毛刺并提升表面光洁度。
优势:适合大批量生产,能同时处理复杂几何形状零件,且不易造成二次变形。
关键点:需根据铜合金的硬度选择合适硬度的陶瓷或塑料磨石。对于多孔性强的铜件,建议选用中性或弱碱性抛光液,避免腐蚀孔隙内的残留物。此法可将Ra值稳定控制在0.4-0.8μm之间,是提升零件整体一致性的最佳方案。
二、滚筒滚压法:高效去毛刺与倒角
针对结构简单、批量巨大的小型铜件,滚筒滚压是一种极具成本效益的方法。将零件与研磨介质一同放入旋转滚筒中,利用重力产生的滚动摩擦进行抛光。
优势:设备成本低、能耗小、处理速度快。
局限:对深孔或极复杂内腔的覆盖能力较弱。通常用于去除飞边和初步倒角,常作为后续精细抛光的预处理工序。
三、磁力研磨法:精密复杂件的“克星”
对于带有深孔、盲孔或异形结构的铜粉末冶金件,传统机械抛光难以触及。磁力研磨利用磁场引导磁性磨粒进入这些死角,实现无死角的精密抛光。
优势:加工精度高,可控制去除量在微米级,特别适合高精度轴承座或精密齿轮的终饰。
注意:由于铜是非磁性材料,需配合强磁场及专用磁性磨料,确保磨粒能有效吸附并作用于工件表面。此法虽效率略低,但能显著提升关键配合面的光洁度。
四、电解抛光:消除微孔与氧化层
若目标是获得镜面效果并封闭表面微孔,电解抛光是理想选择。通过电化学溶解原理,使零件表面微观凸起处优先溶解,从而达到平整光亮。
优势:能彻底去除烧结表面的微裂纹和孔隙,显著提升耐腐蚀性和导电接触性能,且无机械应力引入。
挑战:需要严格控制电流密度、电解液成分及温度,否则易产生过腐蚀或麻点。此外,电解抛光无法去除较大的宏观毛刺,通常需先经过机械粗抛。
五、化学抛光:快速提亮
化学抛光是将零件浸入特定的酸性溶液中,利用化学反应选择性溶解表面粗糙峰。
优势:操作简单,无需复杂设备,适合小批量高附加值零件的快速提亮。
缺点:溶液维护成本高,废气处理要求严,且对尺寸精度的控制不如电解抛光精确。
综上所述,铜粉末冶金零件的抛光并非“一刀切”。振动光饰适合通用型批量生产,磁力研磨攻克复杂结构难题,而电解抛光则专注于高性能表面的终极追求。企业应根据零件的具体结构、公差要求及成本预算,灵活组合上述工艺,以实现品质与效率的最佳平衡。

莱州市铜基粉末冶金有限公司 版权所有 Copyright © 2012-2022 All Right Reserved. 备案号:鲁ICP备2024128270号-1